Thin wall products design and thin wall mold design
With people’s pursuit of high-quality life, thin-walled products are increasingly used in people’s daily life. Thin wall injection molding is not much different from traditional injection molding of plastic parts, except that there are some unique features in design of plastic parts and mold design.

Basic definition of thin wall injection molding has following points:
Ratio of flow length to thickness L/T, that is, ratio of flow length L from melt entering mold to the furthest point of cavity where melt must be filled to corresponding average wall thickness T is 100 or 150 thin-walled injection molding;
Injection molding method where thickness of molded plastic part is less than 1 mm, projected area of plastic part is above 50c㎡;
Wall thickness of molded plastic part is less than 1 mm (or 1.5mm), or t/d (plastic part thickness t, plastic part diameter d, for disc-shaped plastic parts) injection molding below 0.05 is defined as thin-walled injection molding.
Wall thickness design
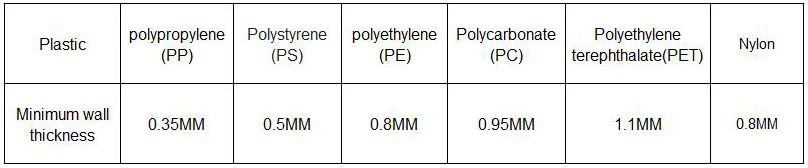
Different materials have different wall thickness recommendations, as shown in figure below, Wall thickness of thin-walled parts should be greater than minimum wall thickness of selected plastic.
Flowability of thin wall products
For injection molding of thin-walled plastic parts, because resin itself has good fluidity, flow distance to thickness ratio (flow length ratio L/T) generally exceeds 150. For production of thin-walled plastic parts, plastic resins with medium to high fluidity and low viscosity are generally selected as raw materials. For resins with poor fluidity, modification methods are generally used to reduce their viscosity and increase MFR, to meet requirements of at least 40g/10min, in order to meet production needs.
Heat resistance of plastics
Generally, it is required to ensure that thin wall products themselves will not be deformed, aging, or dents and other problems at 70~90℃. Considering impact performance, fluidity, heat resistance and other requirements of plastics, PP, PS and other materials are generally considered as raw materials for thin-walled plastic parts.
Design of thin-wall mould
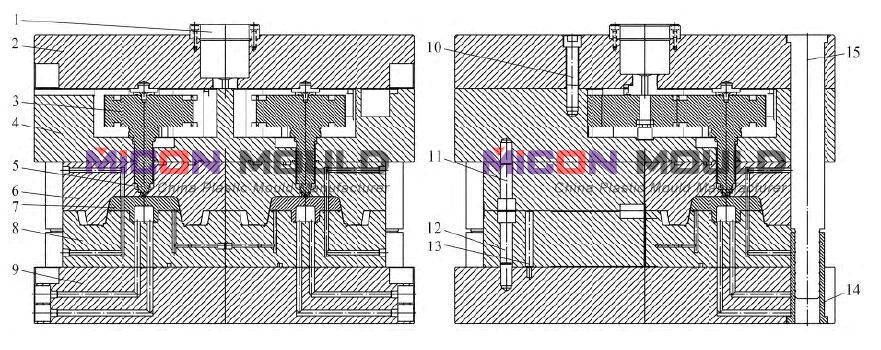
When forming thin wall products, a specially designed special mold for thin-walled products is generally required. Compared with standardized molds of conventional products, molds of thin-walled products have undergone major changes from mold structure, gating system, cooling system, exhaust system and demolding system.
Figure 1 is a plastic part box and corresponding mold design. Material is PP, wall thickness of plastic part is 0.4mm, which is a typical thin wall plastic part. Because wall thickness of thin-wall injection molding is thinner, resistance of plastic in filling stage is relatively large, so a higher injection pressure is required. This will put forward higher requirements on strength and rigidity of mold.
plastic filling speed and pressure of thin-walled plastic parts will be higher, which will increase wear of mold. Therefore, for mold material used, its own strength, hardness, rigidity, etc. are very important. Generally speaking, you can choose to use die steel for pre-hardening or heat treatment, hardness of its surface is required to be controlled at 48~52 HRC.
Cooling system
Thin wall products are not like traditional wall thickness products that can withstand greater residual stress caused by uneven heat transfer. In order to ensure dimensional stability of product, control shrinkage and warpage within an acceptable range, it is necessary to strengthen cooling of mold to ensure a balanced cooling. Better cooling measures include use of unclosed cooling lines in core and cavity modules, increasing cooling length, can enhance cooling effect, and adding high-conductivity metal inserts where necessary to accelerate heat transfer.
Exhaust system
Thin wall injection molding molds generally need to have good venting properties, and it is best to perform vacuum operation. Due to short filling time and high injection speed, it is very important to fully vent mold, especially full vent of flow front gathering area, to prevent

